

Stable machining of large workpieces
Stable machining achieved even with difficult-to-chuck thin, large-diameter workpieces and unbalanced, odd-shaped components.

Pulley |
Bearing |

Valve body |
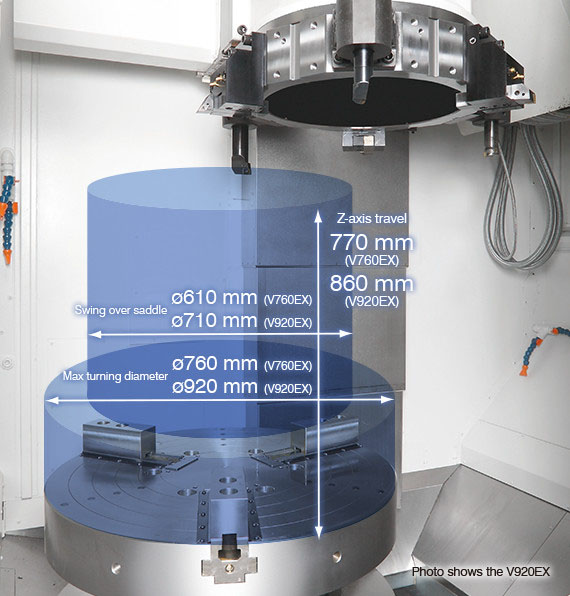
Large machining area can accommodate a wide range of applicationsLarge machining area achieved with small footprint. Sufficient space (maximum swing: ø800 mm/V760EX, ø1,000 mm/V920EX) for chucking of odd-shaped workpieces is also provided, meeting a wide range of customer machining needs.
|
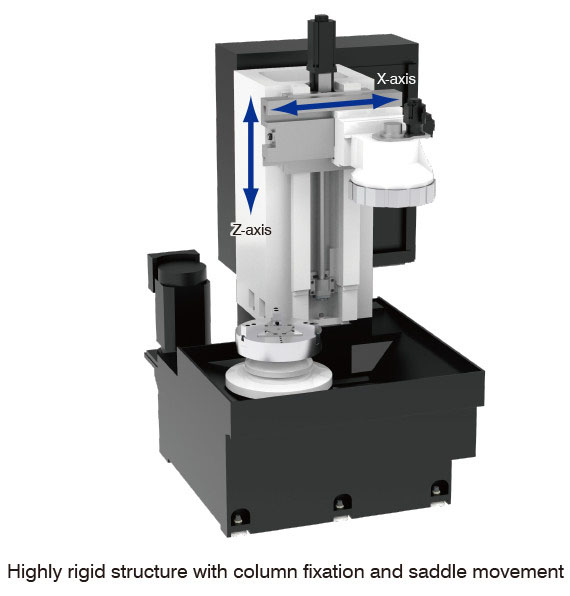
Advanced, highly rigid construction enables powerful and very accurate machiningA rock-solid rectangular column is firmly secured to a rigid base with excellent damping performance. Minimal tool-to-column guideway distance assures the rigidity needed to withstand heavy-duty cutting loads. Moreover, the box ways for the X and Y axes help to achieve heavy-duty cutting of big components at high accuracies.
|
The features of vertical lathes provide for highly accurate, stable machiningSince the adhesive weight of a workpiece helps clamp it to the chuck’s reference surface. |
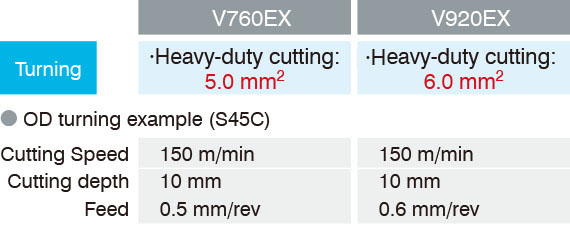
Machining capacity (actual data)
|
Process-intensive machining with powerful milling
More powerful, can use greater number of tools

Turning, drilling, end milling all done on a single machine to accommodate a wide range of applications. A much more powerful milling tool spindle than on previous machines enables more powerful cutting and a wider range of process-intensive machining. The turret minimizes interference with neighboring tools so that millling tools can be attached in all 12 locations.
Applications from turning to milling can be done with a single chucking, reducing the work in progress storage space and between process waiting times. Chucking error during workpiece installation can also be eliminated for higher machining accuracies.
Innovative shop floor productivity in many types of production
High productivity with 2 roles by 1 machine (2SP-V760EX, 2SP-V920EX)
 The 2-spindle spec 2SP-V760EX, 2SP-V920EX combines a standard R (right) machine and reverse structure L (left) machine and is operated with a single controller.
The 2-spindle spec 2SP-V760EX, 2SP-V920EX combines a standard R (right) machine and reverse structure L (left) machine and is operated with a single controller.
This gives the maximum productivity with the minimum floor space by shortening lead times and cutting down on intermediate work in progress.
The separated right-left structure also enables stable machining that is unaffected by the machining vibration of the other spindle.
- Compact lines that minimize robot travel can be built.
VIDEO:
Machine Specifications:
| Item | Unit | V760EX | 2SP-V760EX | |||
| L | M | L | M | |||
| Capacity | Max turning diameter | mm (in.) | ø760 (29.92) | |||
| Max swing diameter | mm (in.) | ø800 (31.50) | ||||
| Swing on carriage | mm (in.) | ø610 (24.02) | ||||
| Max work length (height) | mm (in.) | 770 (30.31) | ||||
| Max workpiece weight (w/ chuck) | kg (lb) | 500 (1,100) [When limited to 1,000 kg/200 min-1] | ||||
| Height from floor to spindle nose*1 | mm (in.) | 1,085 (42.72) | ||||
| Travel | X-axis travel | mm (in.) | 390 (15.35) | |||
| Z-axis travel | mm (in.) | 770 (30.31) | ||||
| C-axis travel | Degrees | − | 360 (minimum control angle 0.001) | − | 360 (minimum control angle 0.001) | |
| Spindle | Spindle speed | min-1 | 20 to 2,000 | |||
| Spindle speed ranges | 2 auto ranges (2-speed motor coil switching) | |||||
| Spindle nose shape | JIS A2-11 | |||||
| Spindle bore diameter | mm (in.) | ø92 (3.62) | ||||
| Spindle front bearing diameter | mm (in.) | ø160 (6.30) | ||||
| Turret | Turret type | V12 | M-V12 | V12 + V12 | M-V12 + M-V12 | |
| No. of tools | 12 | L/M: 12 | 12 + 12 | L/M: 12 + 12 | ||
| OD tool shank dimensions | mm (in.) | □25, □32 (1, 1-1/4) | ||||
| ID tool shank diameter | mm (in.) | ø40, ø50, ø63 (1.57, 1.97, 2.48) | ||||
| Milling tool | Milling tool spindle speed | min-1 | − | 4,000 | − | 4,000 |
| Milling tool spindle torque | N-m | − | OSP:57.8/33.1 (25min/cont) FANUC:70/30 (inter/cont) |
− | OSP:57.8/33.1 (25min/cont) FANUC:70/30 (inter/cont) |
|
| Milling tool speed range | − | Infinitely variable | − | Infinitely variable | ||
| Feedrates | Rapid traverse X, Z-axis | m/min (fpm) | X: 24 (78.74), Z: 24 (78.74) | |||
| Rapid traverse C-axis | min-1 | − | 20 | − | 20 | |
| Cutting feedrate X, Z-axis | mm/rev | 0.001 to 300.000 | ||||
| Motor | Spindle drive | kW (hp) | 30/22 (40/30) (30 min/cont) | 30/22 (40/30) (30 min/cont) × 2 | ||
| Milling tool spindle motor | kW (hp) | − | OSP: 7.5/4.3 (10/5.7) (25 min/cont) FANUC: 5.5 (cont) |
− | OSP: 7.5/4.3 (10/5.7) (25 min/cont) FANUC: 5.5 (cont) |
|
| Axis drive motors | kW (hp) | OSP X: 3.5 (4.7), Z: 4.6 (6.1) FANUC X: 4.0 (5.3), Z: 4.0 (5.3) |
OSP X: 3.5 (4.7), Z: 5.2 (6.9) FANUC X: 4.0 (5.3), Z: 4.0 (5.3) |
OSP X: 3.5 (4.7), Z: 4.6 (6.1) FANUC X: 4.0 (5.3), Z: 4.0 (5.3) |
OSP X: 3.5 (4.7), Z: 5.2 (6.9) FANUC X: 4.0 (5.3), Z: 4.0 (5.3) |
|
| Coolant pump motors (50 Hz/60 Hz) | kW (hp) | Turret: 0.25/0.25 (0.3/0.3) shower: 0.37/0.55 (0.5/0.7) | ||||
| Machine Size | Machine height*1 | mm (in.) | 3,489 (137) | |||
| Required floor space (length × width)*2 | mm×mm (in.) | 1,842 × 2,732 (72.52×107.56) | 3,680 × 2,732 (144.88×107.56) | |||
| Machine weight | kg (lb) | 8,500 (18,700) | 8,700 (19,140) | 17,000 (37,400) | 17,400 (38,280) | |
| CNC | OSP-P300LA, FANUC 0i-TF | |||||
*1. Machine height and center height may become taller depending on attached cylinder type
*2. Including tank, not including operation panel
| Item | Unit | V920EX | 2SP-V920EX | |||
| L | M | L | M | |||
| Capacity | Max turning diameter | mm (in.) | ø920 (36.22) | |||
| Max swing diameter | mm (in.) | ø1,000 (39.37) | ||||
| Swing on carriage | mm (in.) | ø710 (27.95) | ||||
| Max work length (height) | mm (in.) | 860 (33.86) | ||||
| Max workpiece weight (w/ chuck) | kg (lb) | 1,200 (2,640) [When limited to 2,000 kg/200 min-1] | ||||
| Height from floor to spindle nose*1 | mm (in.) | 1,150 (45.28) | ||||
| Travel | X-axis travel | mm (in.) | 485 (19.09) | |||
| Z-axis travel | mm (in.) | 860 (33.86) | ||||
| C-axis travel | Degrees | − | 360 (minimum control angle 0.001) | − | 360 (minimum control angle 0.001) | |
| Spindle | Spindle speed | min-1 | 20 to 1,250 | |||
| Spindle speed ranges | 2 auto ranges (2-speed motor coil switching) | |||||
| Spindle nose shape | JIS A2-11 | |||||
| Spindle bore diameter | mm (in.) | ø110 (4.33) | ||||
| Spindle front bearing diameter | mm (in.) | ø200 (7.87) | ||||
| Turret | Turret type | V12 | M-V12 | V12 + V12 | M-V12 + M-V12 | |
| No. of tools | 12 | L/M: 12 | 12 + 12 | L/M: 12 + 12 | ||
| OD tool shank dimensions | mm (in.) | □25, □32 (1, 1-1/4) | ||||
| ID tool shank diameter | mm (in.) | ø40, ø50, ø63 (1.57, 1.97, 2.48) | ||||
| Milling tool | Milling tool spindle speed | min-1 | − | 4,000/3,000 (inter/cont) | − | 4,000/3,000 (inter/cont) |
| Milling tool spindle torque | N-m | − | OSP: 125.6/42 (inter/cont) |
− | OSP: 125.6/42 (inter/cont) |
|
| Milling tool speed range | − | Infinitely variable | − | Infinitely variable | ||
| Feedrates | Rapid traverse X, Z-axis | m/min (fpm) | X: 24 (78.74), Z: 24 (78.74) | |||
| Rapid traverse C-axis | min-1 | − | 20 | − | 20 | |
| Cutting feedrate X, Z-axis | mm/rev | 0.001 to 300.000 | ||||
| Motor | Spindle drive | kW (hp) | 30/22 (40/30) (30 min/cont) | 30/22 (40/30) (30 min/cont)×2 | ||
| Milling tool spindle motor | kW (hp) | − | OSP: 5.6 (7.5) (cont) FANUC: 5.5 (7.3) (cont) |
− | OSP: 5.6 (7.5) (cont) FANUC: 5.5 (7.3) (cont) |
|
| Axis drive motors | kW (hp) | OSP X: 3.5 (4.7), Z: 5.2 (6.9) FANUC X: 4.0 (5.3), Z: 5.0 (6.7) |
||||
| Coolant pump motors (50 Hz/60 Hz) | kW (hp) | Turret: 0.28/0.46 (0.37/0.61) shower: 0.39/0.62 (0.52/0.83) | ||||
| Machine Size | Machine height *1 | mm (in.) | 3,693 (145.39) | |||
| Required floor space (length × width) *2 | mm×mm (in.) | 2,252 × 2,845 (88.66×112.01) [3,302 × 2,845 (130.00×112.01)]*3 | 4,500 × 2,845 (177.17×112.01) | |||
| Machine weight | kg (lb) | 11,400 (25,080) | 11,700 (25,740) | 22,800 (50,160) | 23,400 (51,480) | |
| CNC | OSP-P300LA, FANUC 0i-TF | |||||
*1. Machine height and center height may become taller depending on attached cylinder type
*2. Including tank, not including operation panel
*3: With ATC specs



