

Vận hành gia công tốc độ cao thuộc top nhanh nhất thế giới
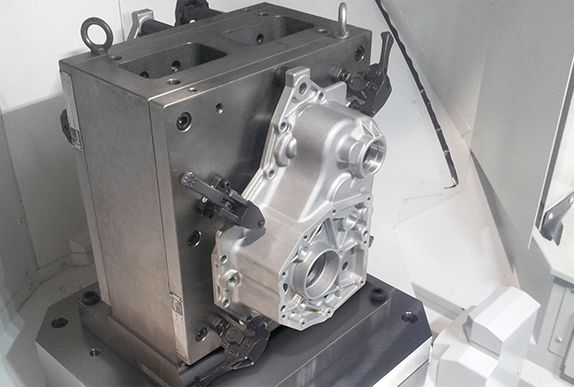
Gia công nhanh các chi tiết bằng nhôm trong sản xuất hàng loạt
Với bước tiến của trục tăng tốc/giảm tốc nhanh cho thời gian định vị ngắn hơn, trục B quay tốc độ cao (quay bàn), ATC tốc độ cao, cùng với tốc độ gia công lỗ cao – tất cả đều hiệu quả để đạt được thời gian chu kỳ nhanh nhất thế giới.
Ví dụ về gia công tốc độ cao của sản xuất hàng loạt các chi tiết nhômSo với máy công cụ truyền thống, thời gian gia công các chi tiết bằng nhôm được rút ngắn 34%. |
|
 |
 |
Giảm thời gian định vịThời gian định vị được rút ngắn nhờ bước tiến trục tăng tốc/giảm tốc cao. |
Chức năng rút ngắn thời gian gia công (MTSF)Chức năng này rút ngắn thời gian gia công trong các hoạt động có các chuyển động nhanh (G00) và bước tiến dao (G01) thường xuyên lặp lại, chẳng hạn như gia công các chi tiết có nhiều lỗ. |
Rút ngắn thời gian lập chỉ mục cho bàn xoayCơ cấu cam bánh răng lăn được sử dụng cho bảng chỉ số 0,001 độ (Tùy chọn) để giảm thiểu thời gian lập chỉ mục giúp đạt được lập chỉ mục tốc độ cao.
* Với bảng lập chỉ mục 0,001° (Tùy chọn)
|
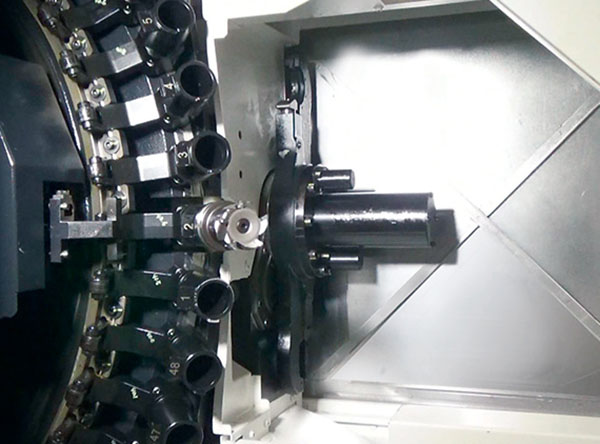
Rút ngắn thời gian thay daoỔ lưu trữ dao dạng đĩa được sử dụng để tăng tốc hoạt động của ATC.
|
 |
 |
Dòng trục chính có độ cứng vững và mô-men xoắn cao
Thích hợp để gia công mạnh mẽ các phôi thép
Dòng trục chính sử dụng ổ lăn (tùy chọn) có độ cứng cao hơn ổ bi.
Ngoài thông số kỹ thuật trục chính No. 40, cũng có thể chọn thông số kỹ thuật trục chính No. 50. Nó có thể được ứng dụng để gia công các lỗ sâu và các vị trí lồi lõm yêu cầu độ cứng của dụng cụ cao, chẳng hạn như dao phay mặt bên có đường kính lớn và các thanh doa dài.
Trục chính công suất cao (Nos. 40/50) (tùy chọn)
Thích hợp cho sản xuất hàng loạt khuôn, thép đúc
Tốc độ trục chính 12.000 min-1 / Công suất tối đa 33/26kW 33/26kW (10 min/cont) / Mô-men xoắn cực đại 302N · m (10% ED)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø100 face mill 5 blades | 955 | 300 | 1,910 | 70 | 4.7 | 628 |
| ø20 roughing end mill 7 flutes | 4,029 | 253 | 8,800 | 4 | 20 | 704 |
(S45C)
Trục chính tiêu chuẩn (No 40)
Để gia công hiệu quả cao các bộ phận máy nói chung
Tốc độ trục chính: 15.000 min-1 / Công suất tối đa: 26/18.5 kW (10 min/cont) / Mô-men xoắn cực đại: 199/146N ・ m (5 min/cont)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 1,194 | 300 | 3,750 | 56 | 2.3 | 483 |
(S45C)
Trục chính tốc độ cao (No 40) cho các ứng dụng nhôm (Tùy chọn)
Để gia công nhôm nhanh chóng
Tốc độ trục chính: 20.000 min-1 / Công suất tối đa: 30/22kW (10 min/cont) / Mô-men xoắn cực đại: 57/42N ・ m (10 min/cont)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø63 face mill 5 blades (carbide) | 15,000 | 2,949 | 20,455 | 44 | 3 | 2,700 |
(A5052)
* Dữ liệu được hiển thị ở đây đại diện cho “dữ liệu thực tế”, có thể không giống nhau trong các thông số kỹ thuật, dụng cụ, cắt và các điều kiện khác.
Các biện pháp xử lý phoi giúp tối đa hóa thời gian hoạt động cho máy
Loại bỏ các phoi tích tụ trong buồng xử lý và các phoi bám vào nắp
Một loại vỏ bảo vệ mới được sử dụng bên trong máy. Các nắp phẳng được sử dụng có thể cải thiện hiệu quả khả năng thoát phoi. Ngoài ra, cấu trúc đơn giản hóa ngăn ngừa các hỏng hóc do tích tụ phoi.
Máy có độ bền cao hoàn toàn có khả năng chịu được các hoạt động gia công liên tục kéo dài, đáp ứng cho sản xuất hàng loạt với tốc độ vận hành nhanh và công suất gia công tối đa.
VIDEO Trung tâm gia công ngang OKUMA MB-5000HⅡ:
Thông số kỹ thuật máy MB-5000HII:
| Item | Unit | MB-5000HⅡ | ||
| No.40 | No.50*1 | |||
| Travels | X axis (Left/right column) | mm (in.) | 760 (29.92) | |
| Y axis (spindle up/down) | mm (in.) | 760 (29.92) | ||
| Z axis (table front/back) | mm (in.) | 810 (31.89) | ||
| Spindle center to pallet top | mm (in.) | 50 to 810 (1.97 to 31.89) | ||
| Spindle nose to pallet center | mm (in.) | 100 to 910 (3.94 to 35.83) | ||
| Pallet | Pallet size | mm (in.) | 500 × 500 (19.69 × 19.69) | |
| Max load | kg (lb) | 500 (1,100) | ||
| Indexing angle | deg | 1 [0.001] | ||
| Max workpiece dimensions | mm (in.) | ø800 × 1,000 (31.5 × 39.37) | ||
| Spindle | Spindle speed | min-1 | 15,000 [12,000, 20,000] |
12,000 |
| Tapered bore | 7/24 taper No.40 [HSK-A63] |
7/24 taper No.50 HSK-A100 |
||
| Bearing dia | mm (in.) | ø70 [ø90, ø70] | ø90 | |
| Feedrate | Rapid traverse | m/min (fpm) | X-Y-Z : 60 (196.86) | |
| Cutting feedrate | mm/min (ipm) | X-Y-Z : 1 to 60,000 (2,362.2) | ||
| Motors | Spindle (10 min/cont) | kW (hp) | 26/18.5 (35/25) [33/26, 30/22 (44/35, 40/30)] |
33/26 (44/35) |
| Feed axes | kW (hp) | X-Y-Z : 5.2 (6.9) | ||
| Table indexing | kW (hp) | 3.0 (4.0) [3.5 (4.7)] | ||
| ATC | Tool shank | MAS403 BT40 [HSK-A63] |
MAS403 BT50 HSK-A100 |
|
| Pull stud | MAS 2 | |||
| Magazine capacity | tools | 48 [64, 100, 140, 180, 220, 260, 300, 340] |
40, 60, 80, 90, 120, 150, 180, 210, 240 | |
| Max tool dia (w/ adjacent) | mm (in.) | ø90 (ø3.54) | ø100 (ø3.94) | |
| Max tool dia (w/o adjacent) | mm (in.) | ø170 (ø6.69) | ||
| Max tool length | mm (in.) | 510 (20.08) | ||
| Max tool weight | kg (lb) | 12 (26.4) | 15 (33) | |
| Tool selection | Memory random*2 | |||
| Machine Size | Height | mm (in.) | 2,893 (113.9) | |
| Floor space; width × depth (RDF specs)*3 | mm (in.) | 2,540 × 5,620 (100 × 221.26) | 2,900 × 5,620 (114.17 × 221.26) | |
| Weight | kg (lb) | 13,700 (30,140) | 14,000 (30,800) | |
| Controller | OSP-P300MA | |||
[ ]: Optional
*1. No.50 spindle is optional
*2. Fixed address for 80 or more tools
*3. With RDF drum filter lift-up chip conveyor



