

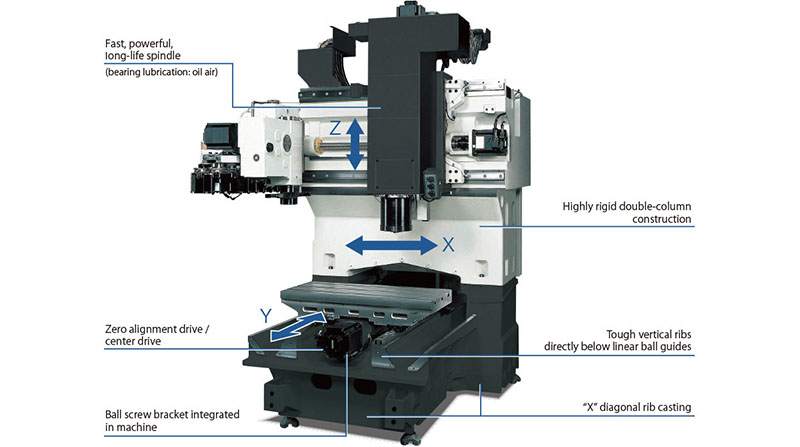
Kết cấu có độ cứng vững cao cho năng suất hơn cả mong đợi
- Cấu trúc máy chắc chắn được phát triển bằng cách sử dụng đầy đủ các phân tích 3D-CAD và FEM
- Áp dụng cấu trúc cột chắc chắn đã được kiểm chứng kết quả trong các trung tâm gia công trước đây
- Gối đỡ vòng bi cho trục cấp phôi được tích hợp vào máy.
Các trục chính mạnh mẽ đáp ứng công suất gia công lớn một cách dễ dàng
Khả năng gia công:
- 504cm3/phút (phay mặt)
- 672cm3/phút (phay cuối)

- Trục công suất cao 8,000min-1(No.40)/6,000min-1(No.50) (thông số kỹ thuật tiêu chuẩn)
| Tool | Spindle min-1 |
Cutting m/min |
Feedrate mm/min |
Width mm |
Depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 895 | 225 | 2,600 | 56 | 2.5 | 364 |
| ø20 roughing end mill, 7 flutes (carbide) |
3,660 | 230 | 4,300 | 4 | 20 | 344 |
| ø50 insert drill | 1,000 | 157 | 150 | – | – | – |
| Tap M30P3.5 | 318 | 30 | 1,113 | – | – | 60% (Spindle load) |
(Workpiece material: S45C)
- Trục chính phạm vi gia công rộng 15,000min-1(No.40) (Tùy chọn)
| Tool | Spindle min-1 |
Cutting m/min |
Feedrate mm/min |
Width mm |
Depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 895 | 225 | 3,000 | 56 | 3 | 504 |
| ø20 roughing end mill, 7 flutes (carbide) |
4,000 | 251 | 4,800 | 7 | 20 | 672 |
| ø63 insert drill | 720 | 142 | 108 | – | – | – |
| Tap M30P3.5 | 318 | 30 | 1,113 | – | – | 66% (Spindle load) |
(Workpiece material: S45C)
- Trục chính phạm vi gia công rộng 12,000min-1 (No.50) (Tùy chọn)
| Tool | Spindle min-1 |
Cutting m/min |
Feedrate mm/min |
Width mm |
Depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 895 | 225 | 3,000 | 56 | 3 | 504 |
| ø20 roughing end mill, 7 flutes (carbide) |
4,000 | 251 | 2,800 | 12 | 20 | 672 |
| ø63 insert drill | 909 | 180 | 137 | – | – | – |
| Tap M36P4 | 106 | 12 | 424 | – | – | – |
(Workpiece material: S45C)
Các bộ phận được gia công với chất lượng cao hơn
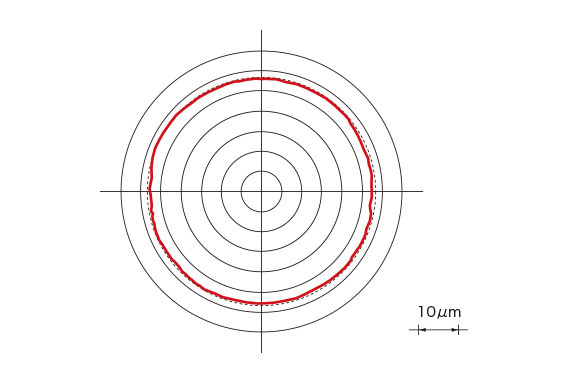
Gia công chính xác cao
| ■ Độ phẳng 3μm (dữ liệu thực tế) ・ Máy: MB-66VA ・ Chi tiết gia công: Tấm (LCD) ・ Chất liệu: A5052 ・ Kích thước: 560 × 600 × 60 mm ・ Thời gian chu kỳ: 50 phút |
■ Độ tròn 1.65μm (dữ liệu thực tế) ・ Máy: MB-56VA ・ Đường kính gia công: ø150 mm ・ Chất liệu: Al ・ Tốc độ trục chính: 8.000 m-1 ・ Tốc độ tiến dao: 2,000mm/phút |
 |
 |
Định vị chính xác
Dữ liệu thực tế trên model MB-46VA với AbsoScale (phương pháp đo dựa trên tiêu chuẩn ISO 230-2)
| ■ Độ chính xác của định vị hai hướng ・ Trục X (hành trình 560 mm) 1.7μm ・ Trục Y (hành trình 460 mm) 2.4μm ・ Trục Z (hành trình 460 mm) 2.2μm |
■ Khả năng lặp lại hai hướng ・ Trục X (hành trình 560 mm) 1.0μm ・ Trục Y (hành trình 460 mm) 1.3μm ・ Trục Z (hành trình 460 mm) 1.0μm |
※ “Dữ liệu thực tế” được đề cập ở trên đại diện cho các ví dụ về dữ liệu thu được bằng cách sử dụng các phương pháp thử nghiệm ISO 230-2 được thực hiện tại các nhà máy ở Okuma, do đó trong môi trường sản xuất thực tế có thể sẽ có sai khác một chút.
Thermo-Friendly Concept
“Thermo-Friendly” Concept cho phép gia công chính xác tăng đáng kể thông qua thiết kế cấu trúc ban đầu của máy và công nghệ kiểm soát biến dạng nhiệt. Giúp giải phóng người vận hành khỏi những thiết lập phức tạp rắc rối. Thể hiện sự ổn định kích thước tuyệt vời ngay cả khi vận hành liên tục trong thời gian dài và sự thay đổi nhiệt độ môi trường trong nhà xưởng.
Thông số kỹ thuật máy:
| Item | MB-46VA <VAE> MB-46VB <VBE> |
MB-56VA MB-56VB |
MB-66VA MB-66VB |
||
| Travels | X-axis (ram saddle R/L) | mm (in.) | 560 <762> (22.05 <30.00>) |
1,050 (41.34) | 1,500(59.06) |
| Y-axis (table B/F) | mm (in.) | 460 (18.11) | 560 (22.05) | 660 (25.98) | |
| Z-axis (spindle U/D) | mm (in.) | 460 (18.11) | 660 (25.98) | ||
| Table top to spindle nose | mm (in.) | 150 to 610 (5.91 to 24.02) | 150 to 810 (5.91 × 31.89) | ||
| Table | Max work dimension | mm (in.) | 760 × 460 <1,000 × 460> (29.92 × 18.11 <39.37 × 18.11>) |
1,300 × 560 (51.18 × 22.05) |
1,530 × 660 (60.24 × 25.98) |
| Floor to table top | mm (in.) | 800(31.50) | 850(33.46) | ||
| Max load capacity | kg (lb) | 500 <700> (1,100 <1,540>) |
900(1,980) | 1,500 (3,300) |
|
| Spindle | Spindle speed | min-1 | 8,000 [15,000, 20,000, 25,000, 35,000] (*1) | ||
| 6,000 [12,000] | |||||
| Speed ranges | Infinintely variable | ||||
| Tapered bore | 7/24 taper No. 40 [HSK-A63 / HSK-F63] (*1) | ||||
| 7/24 taper No. 50 | |||||
| Bearing dia | mm (in.) | ø70 [ø70, ø70, ø60, ø60] (ø2.76 [ø2.76, ø2.76, ø2.37, ø2.37]) (*1) | |||
| ø90 [ø90] (ø3.54 [ø3.54]) | |||||
| Feedrate | Rapid traverse | m/min (ipm) | X-Y : 40 (1,575) Z : 32 (1,260) | ||
| Cutting feedrate | mm/min (ipm) | X-Y-Z : 32,000 (1,260) | |||
| Motors | Spindle | kW (hp) | 11/7.5 [22/18.5, 30/22, 15/11, 15] (15/10 [30/25, 40/30, 20/15, 20]) (*1) | ||
| 11/7.5 [26/18.5] (15/10 [35/25]) | |||||
| Feed axes | kW (hp) | X-Y-Z : 3.5 (4.7) | X-Y-Z : 4.6 (6.1) | ||
| ATC | Tool shank | MAS BT.40 [HSK] | |||
| MAS BT.50 | |||||
| Pull stud | MAS 2 [−] | ||||
| MAS 2 | |||||
| Tool capacity | tool | 20 [32, 48] 48-tool only for MB-46VAE, MB-56VA, MB-66VA | |||
| Max tool dia (w/adjacent tool) |
mm (in.) | ø90 (ø3.54) | |||
| ø100 (ø3.94) | |||||
| Max tool dia (w/o adjacent tool) |
mm (in.) | ø125 (ø4.92) | |||
| ø152 (ø5.98) | |||||
| Max tool length | mm (in.) | 300 (11.81) | 400 (15.75) | ||
| Max tool mass | kg (lb) | 8 (18) | 8 (18) | ||
| 12 (26) | 12 [15] (26 [33]) | ||||
| Max tool moment | N-m (ft-lbf) | 7.8 (5.7) (8 kg × 100 mm (17.6 lb × 3.94 in.)) | |||
| 15.3 (12 kg × 130 mm) (11.3 (26.4 lb × 5.12 in.)) |
15.3 [19.1] (12 [15] kg × 130 mm) (11.3 [14.1]) (26.4 [33] lb × 5.12 in.) |
||||
| Tool selection | Memory random | ||||
| Machine size | Height | mm (in.) | 2,746 (108.11) | 3,295 (129.72) | |
| Floor space | mm (in.) | 1,976 (2,026*2) <2,236> × 2,810 (78 (80) <88> × 111) |
2,546 × 3,123 (100 × 123) |
3,035 × 3,325 (119 × 131) |
|
| Weight | kg (lb) | 6,800 <7,100> (14,960 <15,620>) |
8,300 (18,260) | 11,200 (24,640) | |
| 7,000 <7,300> (15,400 <16,060>) |
8,500 (18,700) | 11,800 (25,960) | |||
[ ]: Optional
< >: E (extension type)
*1. 35,000 min-1 spindle (15 kW, HSK-F63) not available with MB-66VA
*2. MB-46VB



