Cách kiểm tra độ tròn, độ đồng tâm và độ đảo trong cơ khí
Độ đồng tâm, đồng trục và độ đảo là những chỉ số rất quan trọng trong cơ khí chế tạo. Những chi tiết như trục truyền động bánh răng, ổ lăn, bạc lót có trong hầu hết các động cơ, máy móc, chúng cần đảm bảo đạt được độ đồng tâm, độ đồng trục, độ đảo trong một dung sai nhất định theo yêu cầu.
» Bấm xem máy đo độ tròn Mitutoyo
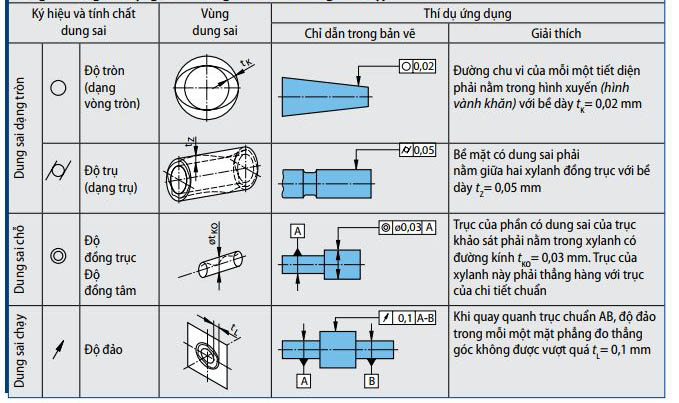
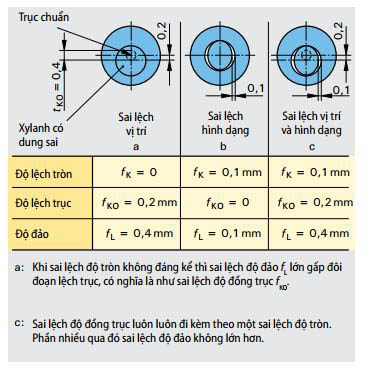
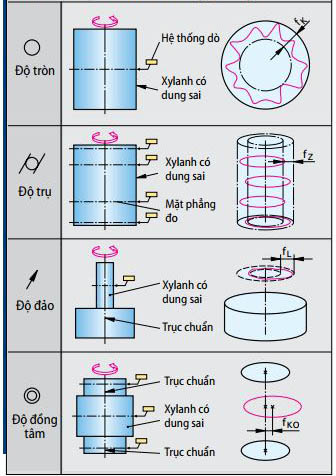
Dựa vào các dạng dung sai, mà người ta sẽ lựa chọn phương pháp kiểm tra phù hợp với chức năng của các chi tiết và ứng dụng thực tế. Bảng dưới thể hiện chi tiết cho các dạng dung sai. Sai lệch độ tròn có thể xảy ra bởi dao động máy hay bánh mài không tròn. Hình dày đều gây ra bởi các lực kẹp trong mâm cặp ba chấu (Hình 1). Sai lệch độ trụ có thể được xem như là sự kết hợp của sai lệch thằng, tròn và song song. Sai lệch độ đồng trục và độ đảo hướng tâm là sự sai biệt dựa vào trục chuẩn – trục của chi tiết có dung sai được kiểm tra sẽ xoay quanh trục chuẩn này khi đo.
1. Kiểm tra độ tròn
Phép đo hai điểm, chẳng hạn thực hiện bằng panme hoặc đồng hồ so đo vuông góc với bề mặt đo, chỉ xác định được sai lệch độ tròn là sự khác biệt về đường kính. Vì ở phép đo hai điểm của hình dày đều thì kết quả luôn luôn giữ nguyên. Độ lệch tròn chỉ có thể đo được bằng phép đo ba điểm với hai điểm tựa vào khối V (như hình 1 dưới đây).
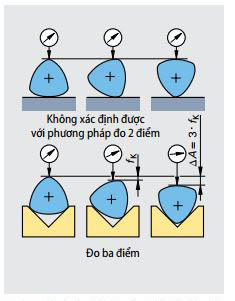
Người ta cũng sử dụng máy đo độ tròn để xác định độ lệch tròn chính xác hơn (Hình 4). Trong sai lệch dạng bầu dục (số cung n = 2) và tấm đo phẳng (góc α = 180o) thì sự khác biệt hiển thị giữa đường kính lớn và nhỏ bằng hai lần độ lệch tròn (Bảng 2). Độ lệch tròn fk như vậy bằng hiệu số giữa hiển thị tối đa và tối thiểu chi cho trị số hiệu chỉnh k.
Độ lệch tròn fk = (Amax – Amin)/k
Phép đo ba điểm với khối V và máy ghi trị số đo như đồng hồ đo chính xác, cho thấy một thay đổi hiển thị ΔA, phụ thuộc vào góc α của khối V và số cung n của sai lệch độ tròn (Bảng 2).
| Bảng 1: Trị số hiệu chỉnh k để đo độ tròn | ||||
| Góc α của khối V | k theo số cung n | Ghi chú | ||
| 2 | 3 | 5 | ||
| 60o | − | 3 | − | Hình bầu dục và hình dày đều với 5 cung không xác định được. |
| 90o | 1 | 2 | 2 | Hình dày đều với số cung bằng 3 và 5 có thể xác định rõ. |
| 108o | 1,4 | 1,4 | 2,2 | Trị số hiệu chỉnh k giống nhau với số cung n =2 và 3 |
| 120o | 1,6 | 1 | 2 | − |
| 180o | 2 | − | − | Đo 2 điểm |
Số cung của hình dày đều có thể được xác định bằng cách đếm các trị số tối đa hay tối thiểu trong một vòng quay của phôi trong khối V. Ví dụ: Với một hình bầu dục được đo trong khối V với góc α = 90o, sự thay đổi hiển thị của sai lệch độ tròn tương ứng với trị số hiệu chỉnh k=1. Trong khối V như trên với số cung là 3 hoặc 5 của hình dày đều, sự thay đổi hiển thị đo lớn gấp hai lần sai lệch độ tròn. Điều này tương ứng với trị số hiệu chuẩn k=2.
2. Kiểm tra độ đảo
Để đo độ đảo, người ta có thể giữ chi tiết cần đo giữa 2 ụ chống tâm như mình họa trong hình dưới. Đây là cách đo độ đảo đơn giản, thường được sử dụng trong quá trình gia công tiện, phay.
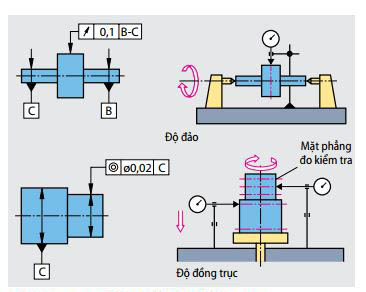
Để đo một trục truyền động phù hợp với chức năng hơn, người ta đặt cổ trục trong rãnh của khối chữ V. Sai lệch độ đảo hình thành do lệch trục (không đồng trục) hay qua sai lệch độ tròn (Hình dưới).
Sai lệch độ đảo fL là chênh lệch giữa số hiển thị lớn nhất Amax và nhỏ nhất Amin trong khi quay đủ 1 vòng trục.
Biểu thức: Độ đảo fL = Amax – Amin
3. Đo độ đồng tâm
Sai lệch độ đồng trục có thể xảy ra trong trục quay hoặc trục đỡ của lỗ khoan. Phôi tiện với xylanh chuẩn của nó (C trong hình 2) được chỉnh thẳng hàng với trục của bàn quay. Để biết được sai lệch trục lớn nhất, người ta phải thực hiện đo sai lệch độ tròn ít nhất trong 3 mặt phẳng. Các sai lệch độ đồng trục fKO (sai lệch trục) được xác định từ số đọc lớn nhất và nhỏ nhất.
Sai lệch độ đồng tâm fKO = (Amax – Amin)/2
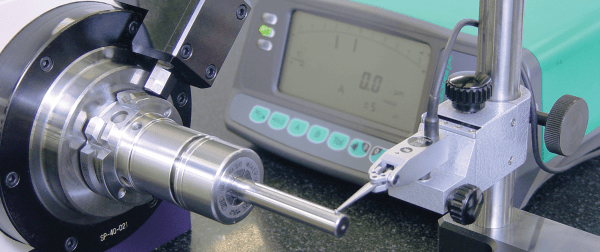
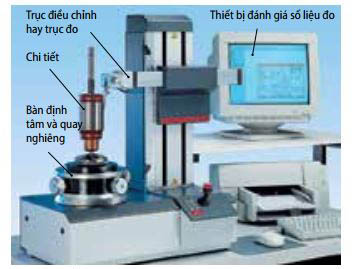
4. Kiểm tra hình dạng với máy đo độ tròn
Hệ thống cảm ứng từ và độ chính xác của trục đo bàn quay cho phép xác định các đặc điểm của hình dạng chi tiết cần đo với sai số nhỏ hơn 0.1µm.
Máy đo độ tròn thường cho phép kiểm tra:
- Các đặc điểm hình dạng gồm độ tròn, độ trụ, độ phẳng và độ côn.
- Các đặc điểm vị trí gồm độ đảo, độ đồng trục và độ vuông góc.
Để đo chi tiết được lắp vào mâm cặp, việc chỉnh thẳng hàng xylanh có dung sai hoặc trục chuẩn (thẳng hàng với trục đo độ tròn) được thực hiện thông qua một bàn định tâm và quay nghiêng hoặc bằng động cơ hay bằng tay với vít điều chỉnh. Trước hết bàn phải được chỉnh nghiêng và sau đó định tâm. Để cải thiện độ chính xác của phép đo, các xylanh khảo sát hoặc các trục chuẩn trước khi đo sẽ cần được điều chỉnh cẩn thận trong phạm vi micromet (µm).
game đánh bài online cung cấp các thiết bị đo độ đồng tâm, đồng trục và độ đảo
Dùng thử miễn phí - Game đánh bài online là đại lý của hãng Mitutoyo tại Việt Nam. Chúng tôi cung cấp đa dạng các thiết bị, dụng cụ đo lường có độ chính xác cao của Mitutoyo Nhật Bản.
Chúng tôi có đầy đủ các thiết bị đo đồng tâm, khối chữ V, đồng hồ so, máy đo độ tròn… của Mitutoyo và các hãng sản xuất nổi tiếng khác. Các bạn có nhu cầu mua hàng vui lòng liên hệ với chúng tôi theo thông tin trên website ixox.net này.
» Bấm xem máy đo độ tròn Mitutoyo