CNC三坐标测量机
用於汽車車身測量的三坐標測量機
三坐標測量機:作為支持汽車製造業的主要設備而邁出了重要的一步 車身是每輛汽車必不可少的組成部分,無論是其內部構造還是外部構造,都得到汽車製造廠商的最高度重視。這是因為客戶看車身不僅要從審美的角度去看它是否美觀,而且還要考慮它的防撞擊安全裝置、節油情況、舒適程度、低噪音操作、安全感和其它諸多因素。所有這些因素都關係到車身的整體完美度和質量。汽車車身的製造必然涉及到一些大型工件和薄板材料的塑性加工,因此嚴格保持其各部件尺寸的誤差在公差範圍內,確保車身質量,是比製造發動機所需要的小型部件更加難以做到的事情。
三豐從很早以前就開始從事專為汽車車身和其模體測量用三坐標測量機的生產和銷售活動,其銷售量已創下最高歷史記錄。 (見圖1)

由於重力影響和三坐標測量機結構的不同,儘管上述三種三坐標測量機均採用相同的製造技術,其精度卻有所差別——從臥式、多軸式到立式依次提高。因此,立式三坐標測量機主要用於模具和檢查器具等;臥式通常用於由模具而成型的模鑄件;多關節式主要用於精度要求不是很高的場所(如加固件和撞擊試驗等),或用於安裝位置需要移動的情況。現在,又將利用激光器的非接觸傳感器加裝在三坐標測量機的頂端,而且非接觸傳感器可與接觸傳感器交替使用。由於此裝置越來越多地用於測量模具、板件和其它車身部件,因此其銷售量也一直呈現向上攀升的趨勢。
此外,裝配相機方式(視像方式)的計量系統也開始被靈活應用,但從多種角度來看,使用三坐標測量機和各種傳感器的測量系統會更為有利。其原因如下。
(1) 非接觸傳感器的測量結果可隨時得到校準,並能夠與接觸傳感器的測量結果進行比較。
(2) 可進行全自動測量,因此能夠真正實現無人操作(夜間工作等情況下)。
(3) 可為各工件重複設置傳感器角度,只要簡單地重複運行程序就可以進行測量。 (各工件可使用同樣的激光角度,有助於保持較高重複精度。)
(4) 非接觸傳感器可與接觸傳感器交替使用,當測量那些非接觸傳感器難以測量的工件時,就可以換用接觸傳感器進行測量(如鏡面,透明表面或深槽測量等)。
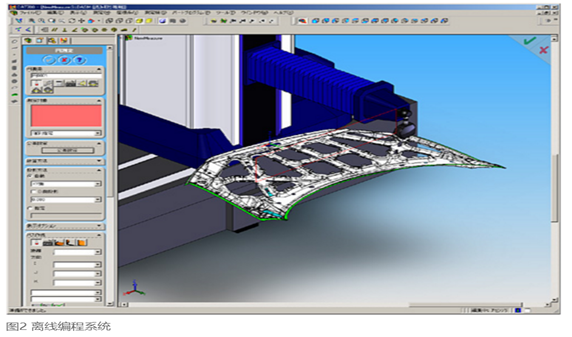
(5) 離線編程系統可進行離線學習和檢測離線乾擾(見圖2)。
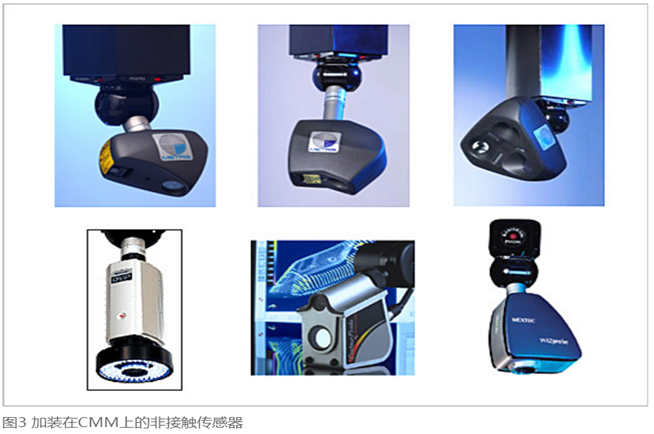
(6) 測量前,無需確定工件定位目標,也無需在工件附近放置目標標識。測量幾何要素時,接觸傳感器仍廣為使用,因為其測量精度高,並且操作人員也比較習慣使用。但隨著新型非接觸傳感器的問世,它們必將更多地逐步用於廣泛的測量領域。 (見圖3。)
我們預計,現在由裝配在測量機上的接觸傳感器完成的測量任務,今後將會越來越多地為非接觸傳感器所取代。
非接觸傳感器在穩定性方面有革命性的提高,可獲得來自數百萬測量點的測量數據。這對於評估多曲面、評估材料厚度或進行逆向分析都是非常實用的。 (見圖4)非接觸傳感器已廣泛用於整體形狀評估,例如評估嵌入操作後模件測量表面的形狀變化,或評估樹脂部件、沖壓部件或鑄件的形狀(包括與3D CAD數據的對比)。它們還可以用於測量車身部件的虛擬裝配演示。

使用非接觸傳感器,可對多個測量點進行快速測量,並可以直觀的圖形方式顯示CAD對比情況。目前市場上有些產品避開三坐標測量機的精度不談,將非接觸傳感器與大家所關注的的測量點處理軟件作為開發的主要目標。這些產品,僅僅將非接觸傳感器獨立安裝在基座上,或將其加裝在工業用機器手上。就目前來講,這樣獲得的測量精度是遠遠達不到直接裝有接觸傳感器的三坐標測量機的測量精度(符合相關標準的精度)的。無論是基於基座的系統還是用於工業用機器手的系統,都需要進行點群連接後處理任務。由於短路而引起的點群連接後處理有候補方式和智能方式。然而,由於受諸多因素的影響,大多數的點群連接工作實際上有累積誤差產生。這些因素包括與乾擾相關的因素,如測量點受到來自工件表面的不規則反射(由不同的定位和不同的測量點厚度引起,這種差異即使在厚度為0的情況下也依然存在。),還有周圍空氣或透鏡色差引起的折射因素。 (要確切地說出基於基座的系統與用於工業用機器手的系統在累積誤差的程度方面有什麼不同是不可能的事情。)此外,實際測量過程中,工件的形狀越複雜,非接觸傳感器的姿勢改變的次數和時間也就相對越長,因此,可根據程序自動進行高精度姿勢變換的三坐標測量機就處於非常有競爭力的地位。
目前,在如何表示包含非接觸傳感器精度及其移動裝置(三坐標測量機、工業用機器手等)的綜合精度的問題上,還沒有一個讓製造商和用戶普遍認同的規格,因此,各製造商都採用自己的精度顯示方法。現在,三豐所使用的方法是,通過與具有官方規格的三坐標測量機/接觸傳感器組合設備的測量結果相對照比較的方法,來顯示三坐標測量機/非接觸傳感器組合設備的精度和規格,也就是所謂的溯源方式。