Ảnh hưởng của độ đảo tới tuổi thọ của dụng cụ cắt
Độ đảo của dụng cụ cắt trong gia công cơ khí là một trong những vấn đề mà các kỹ thuật viên và thợ máy luôn muốn kiểm soát một cách tốt nhất. Nói một cách đơn giản độ đảo là sự thay đổi đường kính của dụng cụ cắt tại một số điểm nhất định khi nó quay.
Đối với các quy trình gia công, đặc biệt trong khoan, doa và phay thì độ đảo của dụng cụ cắt sẽ ảnh hưởng rất nhiều đến độ chính xác và độ nhám của bộ phận cần gia công. Không chỉ có vậy, độ đảo còn ảnh hưởng rất lớn đến tuổi thọ của dụng cụ cắt.
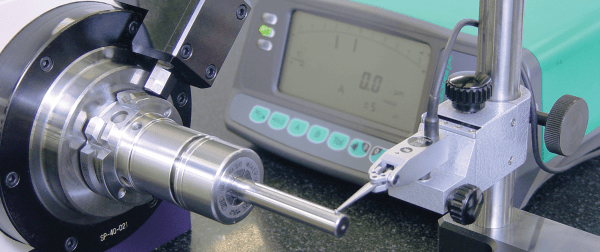
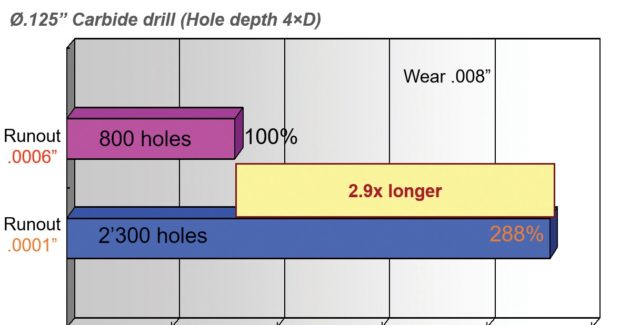
Trong một thử nghiệm của Trung tâm kỹ thuật BIG Daishowa Mega tại Nhật Bản với mũi khoan carbide[], khi độ đảo của mũi khoan giảm từ 0.0006” xuống 0.0001” dẫn đến tuổi thọ của dụng cụ cắt được cải thiện gấp 3 lần. Cùng với nhiều thử nghiệm riêng biệt khác với các biến số khác nhau, đều cho kết luận độ đảo ảnh hưởng tiêu cực đến độ bền của dụng cụ cắt.
Để trả lời cho câu hỏi tại sao độ đảo càng cao lại càng khiến tuổi thọ của dụng cụ cắt bị giảm đi, thì dưới đây là cách giải thích đơn giản và dễ hiểu. Hình dưới thể hiện cho vị trí của các lưỡi cắt khi độ đảo làm cho dao cắt lệch ra khỏi trục chuẩn.
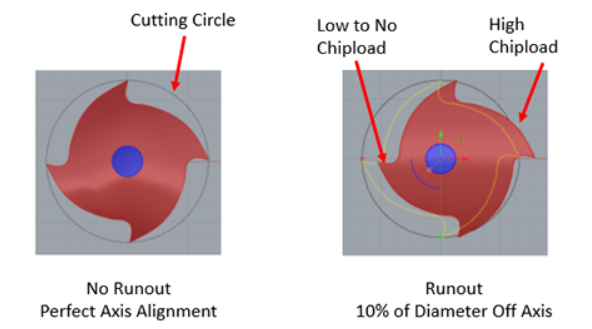
Trong trường hợp lý tưởng, dụng cụ cắt chạy với độ đảo bằng 0, các lưỡi cắt trong mỗi vòng quay đều cắt được một lượng phoi với độ dày theo đúng dự tính. Nhưng khi độ đảo dao ngày càng lớn, nó làm tăng lượng phoi cắt được mỗi lần vượt quá mức mong muốn. Hơn nữa, độ đảo khiến cho các lưỡi cắt không cắt đều vào phôi, có những lưỡi cắt trở nên hoạt động nhiều hơn, nó sẽ thực hiện phần lớn việc cắt gọt. Những điều đó khiến cho các lưỡi cắt bị mòn nhanh hơn và khiến tuổi thọ dụng cụ cắt bị giảm.
Như các bạn đã biết, việc kéo dài tuổi thọ cho dụng cụ cắt sẽ giúp giảm số lần thay dụng cụ và hơn hết là tiết kiệm khá nhiều chi phí đầu tư cho công cụ. Một so sánh được thực hiện bởi Big Daishowa Châu Mỹ[] đã minh họa rõ điều này.
Bảng dưới so sánh chi phí khoan lỗ tại một xưởng gia công với 350 lỗ mỗi ngày trong 20 ngày làm việc mỗi tháng. Ứng dụng khoan phôi thép sâu 0.590” bằng mũi khoan carbide đường kính 0.118”. Trong một tháng, mũi khoan trên đầu kẹp có độ đảo 0.00008” đã tạo ra được 2300 lỗ, trong khi đó mũi khoan trên đầu kẹp có độ đảo 0.0006” chỉ có thể khoan 800 lỗ, chi phí chênh lệch cho việc thay thế công cụ lên tới 280$/tháng.
| Độ đảo | 0.0008″ | 0.0006″ |
| Số lượng lỗ khoan | 350 lỗ/ngày | 350 lỗ/ngày |
| Số ngày làm việc | 20 ngày/tháng | 20 ngày/tháng |
| Tuổi thọ dụng cụ (lỗ) | 2300 | 800 |
| Số lần thay đổi công cụ | 3.0 | 8.8 |
| Đơn giá của công cụ | 35$ | 35$ |
| Chi phí công cụ | 105$ | 308$ |
| Thời gian để thay công cụ | 10 phút | 10 phút |
| Chi phí máy móc | 80$/giờ | 80$/giờ |
| Chi phí thay thế dụng cụ | 40$ | 177,33$ |
| Tổng chi phí | 145$ | 425,33$ |
| Chênh lệch chi phí | 280,33$ | |
Có thể thấy rằng việc kiểm soát độ đảo dụng cụ cắt là rất quan trọng trong gia công cơ khí chính xác. Tại game đánh bài online , chúng tôi cung cấp các thiết bị, dụng cụ và giải pháp nhằm giúp các nhà xưởng gia công cơ khí kiểm soát tốt hơn độ đảo của dụng cụ cắt. Trong đó có các dòng đầu kẹp của Big Daishowa cho phép độ đảo của dụng cụ cắt chỉ trong 3µm, thậm chí 1µm. Vui lòng liên hệ với chúng tôi để được tư vấn nhiều thông tin hơn.