

世界最速クラスの高速パフォーマンス
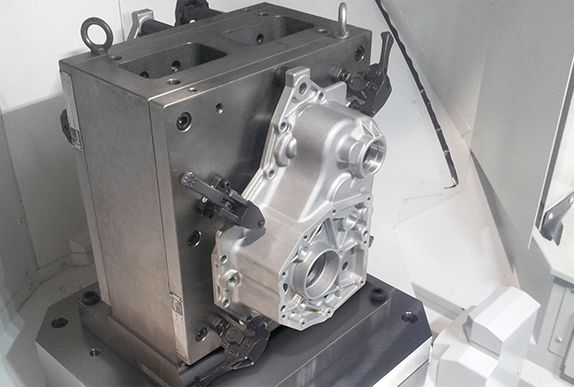
アルミ量産部品の高速加工
高加減速軸送りによる位置決め時間の短縮、高速B軸旋回(テーブル旋回)、高速ATC、さらに高速穴加工で、世界最速クラスのサイクルタイムを実現します。
アルミ量産部品の高速加工例アルミ部品のサイクルタイムを従来機と比べ34%削減しました。 |
|
 |
 |
位置決め時間の短縮高加減速軸送りにより、位置決め時間の短縮を図っています。 |
加工時間短縮機能穴あけの多い部品加工など、早送り(G00)と切削送り(G01)を頻繁に繰り返す加工において、加工内容にあわせて、また機械設置状況に応じて加工時間を短くする機能です。 ※加工時間短縮の効果は、機械の設置状況、加工部品の形状、加工プログラムによって異なります。 |
テーブル割出し時間の短縮0.001°割出しテーブル(特別仕様)にはローラギヤカムを採用し、割出し時間を最短化。高速割出しを実現しています。
※0.001°割出しテーブル(特別仕様)の場合
|
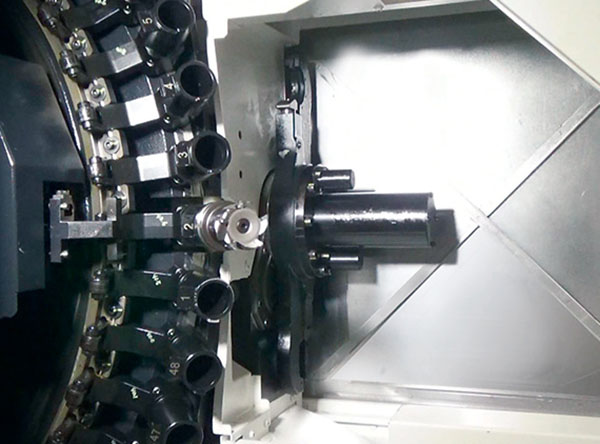
ATC時間の短縮ATC動作を高速化するために、ディスク式のATCマガジンを採用。
|
 |
 |
高剛性・高トルク主軸をラインナップ
鋼材の強力加工にも対応
玉軸受に比べ剛性が高いころ軸受を採用した主軸をラインナップ。(特別仕様)
No.40主軸仕様に加え、No.50主軸仕様も選択可能です。大径サイドカッターやロングボーリングバーなど工具剛性が必要な深穴・突出し加工に対応できます。
強力主軸(No.40、No.50)(特別仕様)
鋳物・鋳鋼部品の量産加工向け
主軸回転速度 12,000min-1 / 最大出力 33/26kW(10分/連続) / 最大トルク 302N・m(10%ED)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø100 face mill 5 blades | 955 | 300 | 1,910 | 70 | 4.7 | 628 |
| ø20 roughing end mill 7 flutes | 4,029 | 253 | 8,800 | 4 | 20 | 704 |
(S45C)
標準主軸(No.40)
一般機械部品の高能率加工向け
主軸回転速度 15,000min-1 / 最大出力 26/18.5kW(10分/連続) / 最大トルク 199/146N・m(5分/連続)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 1,194 | 300 | 3,750 | 56 | 2.3 | 483 |
(S45C)
アルミ加工用高速主軸(No.40)(特別仕様)
アルミの高速加工向け
主軸回転速度 20,000min-1 / 最大出力 30/22kW(10分/連続) / 最大トルク 57/42N・m(10分/連続)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø63 face mill 5 blades (carbide) | 15,000 | 2,949 | 20,455 | 44 | 3 | 2,700 |
(A5052)
稼働時間の最大化を実現する切粉対策
切粉の堆積とカバーへの噛み込みを徹底排除した加工室内
機内カバーを一新。フラットな機内カバーの採用で切粉の排出性が大幅向上。
さらに、構造の簡素化により切粉の堆積、噛み込みによるトラブルを防止します。
最大早送り速度、最大加工能力での長時間連続運転が必要な量産加工に十分耐えうる高い耐久性を実現しています。
VIDEO (OKUMA MB-5000HⅡ):
機械仕様:
| Item | Unit | MB-5000HⅡ | ||
| No.40 | No.50*1 | |||
| Travels | X axis (Left/right column) | mm (in.) | 760 (29.92) | |
| Y axis (spindle up/down) | mm (in.) | 760 (29.92) | ||
| Z axis (table front/back) | mm (in.) | 810 (31.89) | ||
| Spindle center to pallet top | mm (in.) | 50 to 810 (1.97 to 31.89) | ||
| Spindle nose to pallet center | mm (in.) | 100 to 910 (3.94 to 35.83) | ||
| Pallet | Pallet size | mm (in.) | 500 × 500 (19.69 × 19.69) | |
| Max load | kg (lb) | 500 (1,100) | ||
| Indexing angle | deg | 1 [0.001] | ||
| Max workpiece dimensions | mm (in.) | ø800 × 1,000 (31.5 × 39.37) | ||
| Spindle | Spindle speed | min-1 | 15,000 [12,000, 20,000] |
12,000 |
| Tapered bore | 7/24 taper No.40 [HSK-A63] |
7/24 taper No.50 HSK-A100 |
||
| Bearing dia | mm (in.) | ø70 [ø90, ø70] | ø90 | |
| Feedrate | Rapid traverse | m/min (fpm) | X-Y-Z : 60 (196.86) | |
| Cutting feedrate | mm/min (ipm) | X-Y-Z : 1 to 60,000 (2,362.2) | ||
| Motors | Spindle (10 min/cont) | kW (hp) | 26/18.5 (35/25) [33/26, 30/22 (44/35, 40/30)] |
33/26 (44/35) |
| Feed axes | kW (hp) | X-Y-Z : 5.2 (6.9) | ||
| Table indexing | kW (hp) | 3.0 (4.0) [3.5 (4.7)] | ||
| ATC | Tool shank | MAS403 BT40 [HSK-A63] |
MAS403 BT50 HSK-A100 |
|
| Pull stud | MAS 2 | |||
| Magazine capacity | tools | 48 [64, 100, 140, 180, 220, 260, 300, 340] |
40, 60, 80, 90, 120, 150, 180, 210, 240 | |
| Max tool dia (w/ adjacent) | mm (in.) | ø90 (ø3.54) | ø100 (ø3.94) | |
| Max tool dia (w/o adjacent) | mm (in.) | ø170 (ø6.69) | ||
| Max tool length | mm (in.) | 510 (20.08) | ||
| Max tool weight | kg (lb) | 12 (26.4) | 15 (33) | |
| Tool selection | Memory random*2 | |||
| Machine Size | Height | mm (in.) | 2,893 (113.9) | |
| Floor space; width × depth (RDF specs)*3 | mm (in.) | 2,540 × 5,620 (100 × 221.26) | 2,900 × 5,620 (114.17 × 221.26) | |
| Weight | kg (lb) | 13,700 (30,140) | 14,000 (30,800) | |
| Controller | OSP-P300MA | |||
[ ]: Optional
*1. No.50 spindle is optional
*2. Fixed address for 80 or more tools
*3. With RDF drum filter lift-up chip conveyor



