

世界主流的高速性能
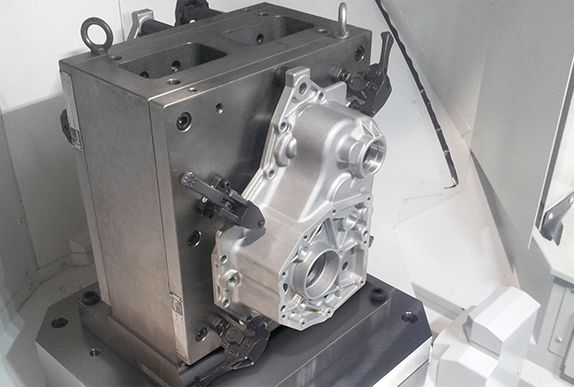
鋁製批量零件的高速加工
通過高加速/減速軸進給縮短了定位時間,通過高速B軸旋轉(工作台旋轉)、高速ATC以及高速鑽孔躋身於世界主流機床之列,大幅縮短了加工週期。
鋁製批量零件的高速加工實例與傳統機床相比,鋁鑄件零件的加工時間縮短了34%。 |
|
 |
 |
縮短了定位時間旨在通過高加速/減速軸進給來縮短定位時間。 快速進給速度(最大) |
縮短加工時間功能例如鑽孔較多的零件加工等,頻繁進行快速進給(G00)和切削進給(G01)的重複加工時,該功能可根據加工內容及機床的安裝狀況縮短時間。 ※加工時間縮短的效果因機床安裝狀況、加工零件的形狀、加工程序而異。 |
縮短工作台的分度時間0.001度分度工作台(特殊規格)採用滾齒凸輪,從而使分度時間達到最短。可實現高速分度。
※0.001度分度工作台(特殊規格)
|
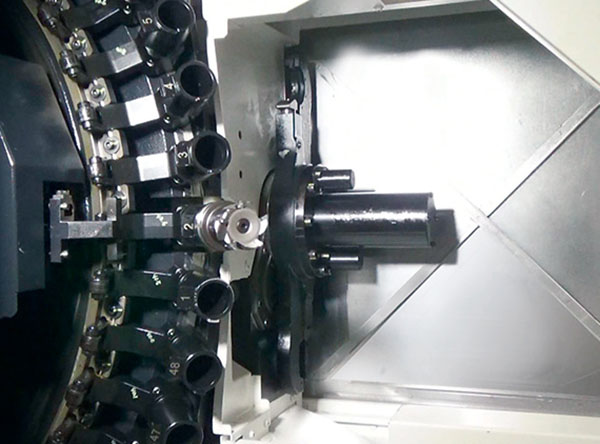
縮短ATC時間採用盤式ATC刀庫以加速ATC操作。
|
 |
 |
高剛性、高扭矩主軸陣容
也適用於鋼材的強力加工
主軸陣容採用與滾珠軸承相比剛性更高的滾子軸承(特殊規格)
除No.40主軸規格之外,還可選用No.50主軸規格。可適用於大直徑側銑刀和長鏜桿等的對刀具剛性要求較高的深孔和突起的加工。
大功率主軸(No.40、No.50)(特殊規格)
適用於鑄件和鑄鋼件的批量生產
主軸轉速 12,000min-1 / 最大功率 33/26kW(10分/連續) / 最大扭矩 302N・m(10%ED)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø100 face mill 5 blades | 955 | 300 | 1,910 | 70 | 4.7 | 628 |
| ø20 roughing end mill 7 flutes | 4,029 | 253 | 8,800 | 4 | 20 | 704 |
(S45C)
标准主轴(No.40)
適用於一般機器零件的高效率加工
主軸轉速 15,000min-1 / 最大功率 26/18.5kW(10分/連續) / 最大扭矩 199/146N・m(5分/連續)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø80 face mill 8 blades (cermet) | 1,194 | 300 | 3,750 | 56 | 2.3 | 483 |
(S45C)
鋁加工用高速主軸(No.40)(特殊規格)
適用於鋁的高速加工
主軸轉速 20,000min-1 / 最大功率 30/22kW(10分/連續)/ 最大扭矩 57/42N・m(10分/連續)
| Tool | Spindle speed min-1 |
Cutting m/min |
Feed rate mm/min |
Cut width mm |
Cut depth mm |
Chips cm3/min |
| ø63 face mill 5 blades (carbide) | 15,000 | 2,949 | 20,455 | 44 | 3 | 2,700 |
(A5052)
可實現運轉時間最大化的切屑處理措施
消除了加工室內堆積的切屑以及粘附於護蓋的切屑
機內採用新型護蓋。採用扁平機內鈑金可改善切屑的排出效果。
另外,通過簡化結構防止因堆積切屑和夾雜切屑而引起的故障。
在需要最大最快進給速度、最大加工能力的長時間連續運轉的批量生產中實現了較高的耐用性。
VIDEO (OKUMA MB-5000HⅡ):
機床規格 MB-5000HII:
| Item | Unit | MB-5000HⅡ | ||
| No.40 | No.50*1 | |||
| Travels | X axis (Left/right column) | mm (in.) | 760 (29.92) | |
| Y axis (spindle up/down) | mm (in.) | 760 (29.92) | ||
| Z axis (table front/back) | mm (in.) | 810 (31.89) | ||
| Spindle center to pallet top | mm (in.) | 50 to 810 (1.97 to 31.89) | ||
| Spindle nose to pallet center | mm (in.) | 100 to 910 (3.94 to 35.83) | ||
| Pallet | Pallet size | mm (in.) | 500 × 500 (19.69 × 19.69) | |
| Max load | kg (lb) | 500 (1,100) | ||
| Indexing angle | deg | 1 [0.001] | ||
| Max workpiece dimensions | mm (in.) | ø800 × 1,000 (31.5 × 39.37) | ||
| Spindle | Spindle speed | min-1 | 15,000 [12,000, 20,000] |
12,000 |
| Tapered bore | 7/24 taper No.40 [HSK-A63] |
7/24 taper No.50 HSK-A100 |
||
| Bearing dia | mm (in.) | ø70 [ø90, ø70] | ø90 | |
| Feedrate | Rapid traverse | m/min (fpm) | X-Y-Z : 60 (196.86) | |
| Cutting feedrate | mm/min (ipm) | X-Y-Z : 1 to 60,000 (2,362.2) | ||
| Motors | Spindle (10 min/cont) | kW (hp) | 26/18.5 (35/25) [33/26, 30/22 (44/35, 40/30)] |
33/26 (44/35) |
| Feed axes | kW (hp) | X-Y-Z : 5.2 (6.9) | ||
| Table indexing | kW (hp) | 3.0 (4.0) [3.5 (4.7)] | ||
| ATC | Tool shank | MAS403 BT40 [HSK-A63] |
MAS403 BT50 HSK-A100 |
|
| Pull stud | MAS 2 | |||
| Magazine capacity | tools | 48 [64, 100, 140, 180, 220, 260, 300, 340] |
40, 60, 80, 90, 120, 150, 180, 210, 240 | |
| Max tool dia (w/ adjacent) | mm (in.) | ø90 (ø3.54) | ø100 (ø3.94) | |
| Max tool dia (w/o adjacent) | mm (in.) | ø170 (ø6.69) | ||
| Max tool length | mm (in.) | 510 (20.08) | ||
| Max tool weight | kg (lb) | 12 (26.4) | 15 (33) | |
| Tool selection | Memory random*2 | |||
| Machine Size | Height | mm (in.) | 2,893 (113.9) | |
| Floor space; width × depth (RDF specs)*3 | mm (in.) | 2,540 × 5,620 (100 × 221.26) | 2,900 × 5,620 (114.17 × 221.26) | |
| Weight | kg (lb) | 13,700 (30,140) | 14,000 (30,800) | |
| Controller | OSP-P300MA | |||
[ ]: Optional
*1. No.50 spindle is optional
*2. Fixed address for 80 or more tools
*3. With RDF drum filter lift-up chip conveyor



